Ukuran TPM dalam Pabrik Kelapa Sawit (PKS)
Mungkin yang telah memahami TPM atau Total Productive Maintenance pada umumnya mengenal perhitungan holistics sebuah keefektifan operasional Pabrik yaitu OEE (Overall Equipment Effectivenes).
Dimana faktor OEE ialah dari Availability rate, Performance rate dan Quality rate.
OEE = Availabity x Performance Rate x Quality Rate. Angka terbaik OEE hasil dari benchmark ialah >85%.
Nah, dalam PKS dimana faktor Quality rate tidak menjadi hal utama untuk diukur, maka keefektifan operasional PKS diukur dengan cara memperhitungkan Utilitas, Yield produksi dan Throughput.
PKS ialah mengolah (memeras) buah sawit menjadi Crude Palm Oil atau CPO dan Palm Kernel.
OME = Utility x Palm Product Yield x Throughput
Angka benchmark terbaik untuk PKS ialah >70%.
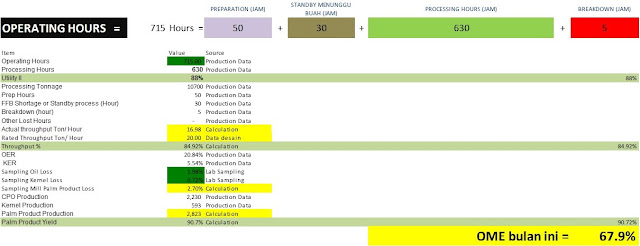
Utilitas = Processing Hours/ Operating hours
dimana operating hours ialah : Jam persiapan + Breakdown + Processing hours + Jam menunggu buah.
Yield produk = OER + KER / (Maksimum Potential OER + Maksimum Potential KER)
OER = Oil Extraction Rate/ Rendemen minyak dalam buah (%)
KER = kernel Extraction Rate / Rendemen kernel dalam buah (%)
Throughput = (Tonase olah buah/ jam actual) / Tonase desain pabrik.
Saya rubah OEE menjadi OME (Overall Mill Effectivenes)
Gambar dibawah ialah contoh perhitungan OME.
Untuk meningkatkan OME ialah :
1. Turunkan waktu preparation
2. Turunkan waktu menunggu buah dari kebuh
3. Turunkan waktu breakdown
4. Turunkan speed loses
Tujuan implementasi TPM di PKS selain sasarannya OME ialah:
1. Zero accident
2. 5S atau 5R area management score (Audit 5R)
Dimana faktor OEE ialah dari Availability rate, Performance rate dan Quality rate.
OEE = Availabity x Performance Rate x Quality Rate. Angka terbaik OEE hasil dari benchmark ialah >85%.
Nah, dalam PKS dimana faktor Quality rate tidak menjadi hal utama untuk diukur, maka keefektifan operasional PKS diukur dengan cara memperhitungkan Utilitas, Yield produksi dan Throughput.
PKS ialah mengolah (memeras) buah sawit menjadi Crude Palm Oil atau CPO dan Palm Kernel.
OME = Utility x Palm Product Yield x Throughput
Angka benchmark terbaik untuk PKS ialah >70%.

Utilitas = Processing Hours/ Operating hours
dimana operating hours ialah : Jam persiapan + Breakdown + Processing hours + Jam menunggu buah.
Yield produk = OER + KER / (Maksimum Potential OER + Maksimum Potential KER)
OER = Oil Extraction Rate/ Rendemen minyak dalam buah (%)
KER = kernel Extraction Rate / Rendemen kernel dalam buah (%)
Saya rubah OEE menjadi OME (Overall Mill Effectivenes)
Gambar dibawah ialah contoh perhitungan OME.
Untuk meningkatkan OME ialah :
1. Turunkan waktu preparation
2. Turunkan waktu menunggu buah dari kebuh
3. Turunkan waktu breakdown
4. Turunkan speed loses
Tujuan implementasi TPM di PKS selain sasarannya OME ialah:
1. Zero accident
2. 5S atau 5R area management score (Audit 5R)



Comments
jual Boiler Cangkang kelapa sawit
jual Boiler kelapa sawit
jual Steam Boiler