OEE SECARA SEDERHANA
Bagi yang baru mengenal TPM (Total Productive Maintenance) salah satu hal matematis perkalian pembagian sederhana ialah mengenai perhitungan performa bisnis yaitu OEE, kepanjangan dari Overall Equipment Effectiveness. Hitungan menyeluruh nggak hanya menghitung soal produktivitas doang tetapi juga kualitas dan availabilitasnya.
 Ceritanya;
Ceritanya;
Saya punya mesin bakso, standard mutu bakso ialah beratnya sesuai ketentuan dan bulat tidak gepeng ataupun pecah. Saya punya waktu sehari ialah 8 Jam kerja dari Jam 8 s.d Jam 5. Di tengah-tengah operasi mesin ada berhenti untuk perbaikan rutin (Planned Maintenance) selama 1 Jam. Dan di sore hari ada kerusakan yang tak diduga mengakibatkan mesin stop selama 1/2 Jam untuk trouble shooting.
Kapasitas speed produksi terbaik nya ialah 1000 butir bakso per jam (ini namanya Ideal Speed).
Dalam produksi sehari ini didapatkan 6000 butir Bakso, dan setelah di inspeksi jmlah Bakso yang tidak bagus sebanyak 1000 butir. Berapakah OEE hari ini?
Rumus OEE =

Yuk kita hitung satu-satu secara detil;
1. Waktu produksi yang direncanakan = Produksi Normal - Shutdown terrencana
= 8 Jam - 1 Jam = 7 Jam => angka ini disebut juga sebagai Loading time.
2. Waktu operasi aktual = Waktu produksi yang direncanakan - Shutdown takterencana
= 7 Jam - 0,5 Jam = 6,5 Jam
3. Jumlah barang kualitas bagus = Gross produksi - Barang yang tidak bagus
= 6000 pcs Bakso - 1000 pcs bakso = 5000 pcs bakso
4. Availability Rate = Waktu operasi aktual / Waktu produksi yang direncanakan
= 6,5 Jam/ 7 Jam x 100% = 92%
5. Performance Rate = (Gross produksi)/( Standard speed x waktu operasi aktual)
= 6000 pcs / (1000 pcs perJam x 6,5 Jam) x 100% = 92,3%
6. Quality Rate = Barang yang baik/ Barang baik + barang jelek
= 5000/6000 = 83,3%
OEE sebesar ini masuk di angka kelas III yaitu Typical, di daerah 60-84%
Berarti mesin bakso saya belum kelas dunia, karena OEE kelas dunia harus mencapai minimal 85% sehingga butuh usaha untuk meanikkannya, terutama di angka Quality Ratenya yg hanya 83,3%.
Kalo OEE rumus lain adalah OEE High Level Measurement
Namun tidak dapat menunjukkan tentang kategori los nya dimana.
= 6000 pcs / (1000 pcs per jam x 7 jam) x 100 % = 71,4%
*) Ingat data diatas Waktu yang direncanakan jalan tanpa ada masalah sebesar 7 Jam.
Angka Benchmark OEE;

KETAHUI 6 PENYAKIT DI PABRIK
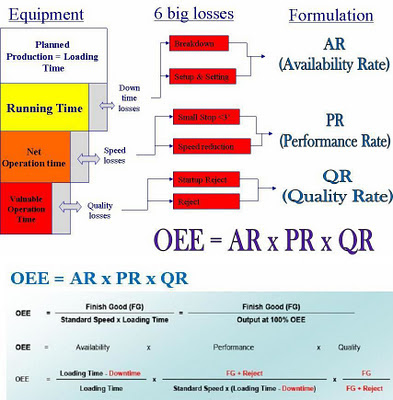
Yang menyebabkan OEE rendah itu ada 6 sesuai tampak di Model OEE dibawah ini,
dari hasil pelatihan di organisasi saya www.aprilasia.com

 Ceritanya;
Ceritanya;Saya punya mesin bakso, standard mutu bakso ialah beratnya sesuai ketentuan dan bulat tidak gepeng ataupun pecah. Saya punya waktu sehari ialah 8 Jam kerja dari Jam 8 s.d Jam 5. Di tengah-tengah operasi mesin ada berhenti untuk perbaikan rutin (Planned Maintenance) selama 1 Jam. Dan di sore hari ada kerusakan yang tak diduga mengakibatkan mesin stop selama 1/2 Jam untuk trouble shooting.
Kapasitas speed produksi terbaik nya ialah 1000 butir bakso per jam (ini namanya Ideal Speed).
Dalam produksi sehari ini didapatkan 6000 butir Bakso, dan setelah di inspeksi jmlah Bakso yang tidak bagus sebanyak 1000 butir. Berapakah OEE hari ini?
Rumus OEE =
Availability Rate (AR ) x Performance Rate (PR) x Quality Rate (QR).
Gambar diatas saya pinjem dari http://bestmanufacturing.blogspot.com
Gambar diatas saya pinjem dari http://bestmanufacturing.blogspot.com
Yuk kita hitung satu-satu secara detil;
1. Waktu produksi yang direncanakan = Produksi Normal - Shutdown terrencana
= 8 Jam - 1 Jam = 7 Jam => angka ini disebut juga sebagai Loading time.
2. Waktu operasi aktual = Waktu produksi yang direncanakan - Shutdown takterencana
= 7 Jam - 0,5 Jam = 6,5 Jam
3. Jumlah barang kualitas bagus = Gross produksi - Barang yang tidak bagus
= 6000 pcs Bakso - 1000 pcs bakso = 5000 pcs bakso
4. Availability Rate = Waktu operasi aktual / Waktu produksi yang direncanakan
= 6,5 Jam/ 7 Jam x 100% = 92%
5. Performance Rate = (Gross produksi)/( Standard speed x waktu operasi aktual)
= 6000 pcs / (1000 pcs perJam x 6,5 Jam) x 100% = 92,3%
6. Quality Rate = Barang yang baik/ Barang baik + barang jelek
= 5000/6000 = 83,3%
OEE = AR x PR x QR
= 92% x 92,3% x 83,3% = 71,4 %
= 92% x 92,3% x 83,3% = 71,4 %
OEE sebesar ini masuk di angka kelas III yaitu Typical, di daerah 60-84%
Berarti mesin bakso saya belum kelas dunia, karena OEE kelas dunia harus mencapai minimal 85% sehingga butuh usaha untuk meanikkannya, terutama di angka Quality Ratenya yg hanya 83,3%.
Kalo OEE rumus lain adalah OEE High Level Measurement
Namun tidak dapat menunjukkan tentang kategori los nya dimana.
Rumus High measurement OEE =
Gross produksi / Ideal yang harus didapatkan tanpa ada masalah
Gross produksi / Ideal yang harus didapatkan tanpa ada masalah
= 6000 pcs / (1000 pcs per jam x 7 jam) x 100 % = 71,4%
*) Ingat data diatas Waktu yang direncanakan jalan tanpa ada masalah sebesar 7 Jam.
Angka Benchmark OEE;

KETAHUI 6 PENYAKIT DI PABRIK
Yang menyebabkan OEE rendah itu ada 6 sesuai tampak di Model OEE dibawah ini,
dari hasil pelatihan di organisasi saya www.aprilasia.com




Comments